 EN
EN

Why is it that even with the most sophisticated CNC bending machines, using the wrong tooling can result in costly scrap? Bending tools—press brake punches and dies—serve as the "teeth" of metal fabrication; they directly determine both the precision of the finished product and the service life of the machine tool. In this article, we will guide you through a systematic approach to selecting the most suitable tooling, examining four key dimensions: material, geometry, V-die selection, and compatibility.

The straight punch features a linear structure; it is suitable only for single-bend operations on parts without pre-existing flanges, as its rigid form makes it highly prone to collision with previously formed sections during multi-stage processing. The gooseneck punch incorporates a curved neck designed for clearance, allowing it to perfectly bypass existing flanges on the workpiece; it is the preferred choice for forming box-shaped components, U-shaped parts, and for multi-step sequential bending operations. The acute-angle punch features a narrow tip, specializing in the formation of sharp angles; however, its slender head is susceptible to grazing adjacent sections of the workpiece. Consequently, the appropriate punch must be selected based on the specific geometry of the product to prevent bending interference and ensure the smooth execution of the manufacturing process.

Single-V dies feature a singular groove profile, high precision, and robust load-bearing capacity; they are ideally suited for the high-volume bending of sheet metal of uniform specifications, effectively balancing the demands of both precision machining and heavy-gauge plate processing. Dual-V dies integrate two distinct groove specifications, enabling rapid size switching to accommodate small-to-medium batch production involving two standard types of workpieces.
Multi-V dies integrate a variety of V-grooves of different widths, offering a rich range of specifications and convenient switching capabilities. They are widely utilized for processing small-batch, multi-variety, and multi-size sporadic orders and samples, thereby reducing the frequency of die changes and enhancing overall processing efficiency.
· Material Considerations: For bending carbon steel, dies with a hardness of HRC 56–58 are sufficient. However, stainless steel exhibits significant springback and is inherently harder; therefore, it requires high-hardness dies (HRC 59–62) to ensure wear resistance and durability, thereby preventing rapid wear that could compromise precision.
· Plate Thickness Relationship: Introduction of the "8x Rule" (V-groove width = 8 × plate thickness) and its adjustment scheme.
· Springback Compensation: Metal bending inevitably results in springback, making it impossible to consistently maintain a precise 90° angle. Therefore, non-standard punches with angles of 86° or 88° are utilized to counteract this effect through over-bending. An 88° punch is commonly used for carbon steel, while the 86° punch is preferred for stainless steel—which exhibits greater springback—to ensure that the workpiece precisely returns to the standard 90° angle after bending, thereby guaranteeing dimensional consistency across production batches.
· Radius Matching: The radius (R-angle) of the punch directly determines the dimensions of the workpiece's inner arc; the two must be essentially identical. Wear or deviation in the punch's R-angle will result in arc deformation and a loss of precision; therefore, precision bending requires ensuring that the punch's arc remains intact and its dimensions meet standard specifications.
· Safety Warning: By calculating bending pressure, it prevents exceeding the mold's load-bearing limit (thereby preventing mold breakage).
Standard Tools: Suitable for most routine 90° bending operations.
Gooseneck Punches: Specifically designed for processing U-shaped workpieces or deep-flange bends.
Acute Angle Tools: Used for pre-bending as part of the subsequent hemming process.
Multi-V Dies: A flexible choice for processing materials of varying thicknesses.
Quick-change systems—such as WILA clamping devices—reduce die-change times from hours to mere minutes through bolt-free, self-positioning, and one-touch clamping mechanisms. WILA’s Safety-Click® vertical quick-change and E2M® ergonomic handling systems minimize waiting times and reduce the potential for human error. Featuring automatic centering and high-precision repeatability, these systems ensure a high first-part acceptance rate, drastically cut downtime associated with die changes, and boost overall operational efficiency by over 30%.
推荐阅读:2026 Guide: Amada Style Press Brake Tooling vs Trumpf & Wila
Material: 42CrMo is the preferred material for high-end tooling.
Heat Treatment: The entire tool body undergoes integral quenching, ensuring uniform overall hardness as well as exceptional impact resistance and wear resistance. Under prolonged heavy-load conditions, deformation is minimal, resulting in a significantly longer service life. In contrast, surface induction hardening hardens only the outermost layer; while the core retains good toughness, the surface remains susceptible to wear. Consequently, precision degrades more rapidly following prolonged, high-frequency bending operations, and the overall service life is notably shorter than that of fully hardened tooling.
Precision Requirements: Precision grinding is critical for ensuring the parallelism and repeatable positioning accuracy of the tooling.
Maintenance and Care Recommendations (Maintenance for Longevity)
Cleaning: Prevent metal chips from damaging the die surface.
Lubrication: Reduce friction and enhance bending consistency.
Storage: The importance of dedicated die cabinets.
Selecting press brake punches and dies involves more than just looking at the price; it is about evaluating the Return on Investment (specifically, the cost per 10,000 bends). MIHARTING provides durable mold solutions to customers worldwide, utilizing 42CrMo steel and adhering to CE certification standards.
Are you looking for a customized solution for complex bending applications? Click to download the MIHARTING Complete Mold Series Digital Catalog or consult with our engineers to receive a free quotation.
 What Is Press Brake Tooling and How Does It Work?January 8, 2026In the world of metal fabrication, press brake tooling stands as a cornerstone of efficiency and precision, crucial for bending operations in various industries. Understanding the complex orchestratio...view
What Is Press Brake Tooling and How Does It Work?January 8, 2026In the world of metal fabrication, press brake tooling stands as a cornerstone of efficiency and precision, crucial for bending operations in various industries. Understanding the complex orchestratio...view Double-Sided Clamps: The Smarter Way to Expand Press Brake Bending FlexibilityJune 23, 2026Discover how FAST double-sided clamps help press brake users achieve front and rear tool clamping, faster setup, safer operation, and lower tooling costs.view
Double-Sided Clamps: The Smarter Way to Expand Press Brake Bending FlexibilityJune 23, 2026Discover how FAST double-sided clamps help press brake users achieve front and rear tool clamping, faster setup, safer operation, and lower tooling costs.view How to Bend Sheet Metal by HandJanuary 8, 2026Bending sheet metal by hand is a skill that can save time and money, and it can be essential for custom projects where machine bending isn't feasible. Understanding the correct tools required and ...view
How to Bend Sheet Metal by HandJanuary 8, 2026Bending sheet metal by hand is a skill that can save time and money, and it can be essential for custom projects where machine bending isn't feasible. Understanding the correct tools required and ...view What Role Does the Bending Machine Mold Play in Improving the Safety Performance of Automobiles?June 26, 2025Press brake machine molds play a vital role in improving the safety performance of automobiles. Specifically, in the automobile manufacturing process, press brake machine molds are mainly used to shap...view
What Role Does the Bending Machine Mold Play in Improving the Safety Performance of Automobiles?June 26, 2025Press brake machine molds play a vital role in improving the safety performance of automobiles. Specifically, in the automobile manufacturing process, press brake machine molds are mainly used to shap...view Press Brake Backgauge Upgrade Guide 2026: How a CNC Backgauge System Improves Bending Speed and AccuracyJune 30, 2026In 2026, sheet metal manufacturers across fabrication shops, electrical cabinet factories, HVAC duct producers, elevator panel manufacturers, and automotive component suppliers are facing a convergenc...view
Press Brake Backgauge Upgrade Guide 2026: How a CNC Backgauge System Improves Bending Speed and AccuracyJune 30, 2026In 2026, sheet metal manufacturers across fabrication shops, electrical cabinet factories, HVAC duct producers, elevator panel manufacturers, and automotive component suppliers are facing a convergenc...view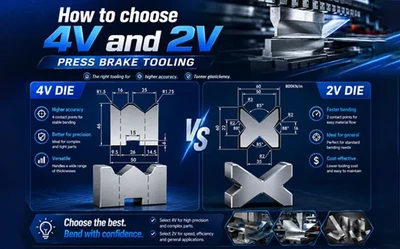 How to choose 4V and 2V press brake tooling?May 27, 2026How to choose 4V and 2V press brake tooling?What are their specific advantages,and for which applications are they best suited?This choice is a critical factor in determining your operational efficiency.We hope the following article will assist you in selecting the die best suited to your needs,thereby enhancing your production efficiency.view
How to choose 4V and 2V press brake tooling?May 27, 2026How to choose 4V and 2V press brake tooling?What are their specific advantages,and for which applications are they best suited?This choice is a critical factor in determining your operational efficiency.We hope the following article will assist you in selecting the die best suited to your needs,thereby enhancing your production efficiency.view





















