 EN
EN

This article provides a detailed overview of press brake tooling maintenance from 10 key perspectives, aiming to extend die service life, minimize downtime, improve part processing consistency, and ensure that every set of dies delivers its full value.

Press brake tooling works under repeated high pressure. During every bend, the punch, die, and sheet metal are in direct contact. Over time, this contact creates wear, micro-cracks, dents, rust, and surface damage.
If tooling is not maintained correctly, several problems may appear:
Inconsistent bending angles
Scratches or marks on finished parts
Poor repeatability between batches
Increased setup time
Higher scrap rate
Shorter punch and die service life
Risk of machine overload or tooling failure
For manufacturers, these issues are not just technical problems. They affect delivery time, customer satisfaction, and production cost. Good maintenance is therefore not only about protecting tools, but also about protecting your profit margin.
The first and simplest maintenance step is daily cleaning. After bending operations, metal dust, oil, oxide scale, and small chips can remain on the punch and die surfaces. If these residues are not removed, they may cause scratches, affect bending accuracy, or accelerate wear.
Use a clean soft cloth to wipe the tooling surface after production. For stubborn dirt, use a suitable industrial cleaner that will not corrode the tool steel. Avoid using rough grinding tools for routine cleaning, because aggressive cleaning may damage the precision surface.
Pay special attention to:
Punch tip radius
Die shoulder area
Tool clamping surfaces
Segmented tool connection faces
Areas exposed to coolant, oil, or moisture
A few minutes of cleaning every day can prevent many long-term tooling problems.
Rust is one of the most common reasons press brake tooling loses accuracy. Even high-quality tooling can corrode if it is exposed to moisture, fingerprints, acidic substances, or poor storage conditions.
After cleaning, apply a thin layer of anti-rust oil if the tooling will not be used immediately. Do not apply too much oil, as excess oil may attract dust and affect handling.
To prevent corrosion:
Keep tooling dry before storage
Avoid direct contact with water or humid air
Use anti-rust oil for long-term storage
Store tools in a clean, ventilated area
Do not leave tools on the floor or machine bed overnight
For factories in humid environments, rust prevention should be part of the daily maintenance checklist.

Routine inspection helps detect problems before they become expensive failures. Operators should check the tooling surface before and after production, especially when bending stainless steel, thick plate, high-strength steel, or coated materials.
Look for signs such as:
Chipped punch tips
Dents on die shoulders
Uneven wear marks
Surface cracks
Rust spots
Deformation
Burrs on tool edges
Small defects can often be corrected early. However, if damaged tooling continues to be used, it may create defective parts or damage other tooling sections.
For precision bending applications, use measuring tools to check critical dimensions such as punch radius, die opening, tool height, and alignment surface.
Tool life is not only determined by maintenance. It is also affected by whether the correct tooling is selected for the job.
Different materials require different tooling considerations. For example, stainless steel has higher springback and can be more abrasive than mild steel. Aluminum is softer but more sensitive to surface marks. High-strength steel requires stronger tooling and careful tonnage calculation.
Before bending, confirm:
Material type
Sheet thickness
Tensile strength
Required bend radius
V-die opening
Required angle
Machine tonnage capacity
Using a die opening that is too small or applying excessive tonnage will increase tooling stress and shorten tool life. Correct tool selection reduces wear and improves bending stability.
One of the fastest ways to damage press brake tooling is overloading. Every punch and die has a rated tonnage limit. Exceeding this limit can cause cracking, permanent deformation, or sudden tooling failure.
Operators should calculate bending force before production, especially for thick plates or high-strength materials. Never assume that a tool can handle the job simply because it fits the machine.
To avoid overload:
Check the tooling tonnage rating
Use proper V-die opening
Confirm press brake capacity
Avoid concentrated force on short tooling segments
Use sectional tooling correctly
Do not bend material beyond tooling specifications
Overloading may not always cause immediate breakage, but it can create hidden damage that reduces tooling life over time.
Poor storage is a silent cause of tooling damage. Press brake tools are precision components, and they should not be stacked randomly or placed where they can collide with other metal parts.
A good tooling storage system should keep each punch and die organized, protected, and easy to access.
Recommended storage practices include:
Use dedicated tooling cabinets or racks
Separate punches and dies by type and size
Avoid metal-to-metal impact
Label tools clearly
Keep heavy tools on stable supports
Store segmented tools in order
Protect precision surfaces from dust and rust
Proper storage also improves workshop efficiency. Operators can find the right tooling faster, reducing setup time and mistakes.
Many tooling defects happen not during bending, but during tool change and setup. Dropping a punch, hitting a die edge, or clamping tools incorrectly can cause serious damage.
During setup, operators should:
Use lifting aids for heavy tools
Wear proper safety gloves
Clean clamping areas before installation
Make sure tools are seated correctly
Tighten clamps evenly
Avoid forcing tools into position
Check alignment before bending
For CNC press brakes with precision clamping systems, clean contact surfaces are especially important. Dirt or burrs in the clamping area can affect alignment and bending accuracy.
In many bending applications, tooling does not require heavy lubrication. However, surface protection can be useful when bending materials that are easy to scratch or when high friction is present.
Protective film, bending tape, or special low-friction solutions can reduce surface marks on stainless steel, aluminum, painted sheets, and polished materials.
This not only protects the workpiece but also reduces wear on the die shoulder area.
Choose protection methods based on:
Material surface requirements
Bend angle
Sheet thickness
Production volume
Tooling type
Customer quality standards
For visible parts, tooling surface protection can significantly reduce rework and polishing costs.
A reliable Press Brake Tooling Maintenance system should not depend only on operator memory. It is better to create a simple maintenance schedule and record tooling condition over time.
A practical schedule may include:
Daily:
Clean tooling, remove dust and chips, check visible damage, apply rust prevention if needed.
Weekly:
Inspect punch tips, die shoulders, clamping surfaces, and segmented tool alignment.
Monthly:
Measure critical tooling dimensions, check storage condition, review damaged or frequently used tools.
Annually:
Evaluate tool replacement needs, recalibration requirements, and tooling inventory efficiency.
A maintenance log helps factories know which tools are used most often, which tools wear faster, and when replacements should be planned.
Even the best tooling can be damaged quickly if operators are not trained. Operator training should cover more than machine operation. It should include tooling selection, handling, cleaning, inspection, storage, and overload prevention.
Important training topics include:
How to identify tooling damage
How to calculate bending tonnage
How to select proper punch and die
How to store tools safely
How to avoid workpiece scratches
When to stop production and report tooling problems
A trained operator can prevent small issues from becoming costly production failures.

Maintenance can extend tool life, but tooling cannot last forever. Replacement should be considered when tools can no longer produce accurate or safe bending results.
Signs that tooling may need replacement include:
Bend angles are unstable even after machine adjustment
Visible cracks or severe chipping appear
Punch radius is badly worn
Die shoulders are uneven
Rust has damaged precision surfaces
Tool height or alignment is no longer accurate
Workpieces are repeatedly scratched or deformed
Using worn-out tooling may seem cheaper in the short term, but it often increases scrap, labor cost, and customer complaints.
Maintaining press brake tooling can effectively improve bending performance. Cleaning the dies daily, preventing rust, inspecting the surfaces, selecting the appropriate dies, avoiding overloading, and storing the dies properly—all of these measures can extend the service life of the dies and improve production quality.
Miharting's high-quality press brake dies help reduce costs, improve bending accuracy, and ensure reliable performance with every operation. If your production requires consistent bending quality, please feel free to contact us by phone.
Q1: How often should press brake tooling be cleaned?
Press brake tooling should be cleaned after daily use. If the production environment contains heavy dust, oil, or metal chips, cleaning should be performed more frequently.
Q2: What causes press brake tooling to wear quickly?
Common causes include overloading, incorrect die selection, poor storage, bending abrasive materials, lack of cleaning, and improper handling during setup.
Q3: Can damaged press brake tooling be repaired?
Minor burrs or surface marks may be corrected by professional polishing or reconditioning. However, cracked, deformed, or severely worn tools should be replaced.
Q4: How can I prevent scratches during bending?
Use clean tooling, select the proper die, apply protective film or bending tape when needed, and ensure the tooling surface is free from burrs or rust.
Q5: Why is tooling maintenance important for bending accuracy?
Worn or dirty tooling alters the contact surface between the tool and the material, which can lead to angle deviation, poor repeatability, and inconsistent part quality.
 4 Way Press Brake Die: An Efficient Production SolutionJuly 14, 2026A 4 way press brake die, also known as a 4 way die, four-sided die, or multi V lower die, integrates multiple V openings into one die body. It can effectively reduce die changeover time, lower tooling costs, and improve bending flexibility.view
4 Way Press Brake Die: An Efficient Production SolutionJuly 14, 2026A 4 way press brake die, also known as a 4 way die, four-sided die, or multi V lower die, integrates multiple V openings into one die body. It can effectively reduce die changeover time, lower tooling costs, and improve bending flexibility.view Press Brake Backgauge Upgrade Guide 2026: How a CNC Backgauge System Improves Bending Speed and AccuracyJune 30, 2026In 2026, sheet metal manufacturers across fabrication shops, electrical cabinet factories, HVAC duct producers, elevator panel manufacturers, and automotive component suppliers are facing a convergenc...view
Press Brake Backgauge Upgrade Guide 2026: How a CNC Backgauge System Improves Bending Speed and AccuracyJune 30, 2026In 2026, sheet metal manufacturers across fabrication shops, electrical cabinet factories, HVAC duct producers, elevator panel manufacturers, and automotive component suppliers are facing a convergenc...view Selecting the Right Shearing Machine Blade: A Guide to Material Grades and Blade Gap OptimizationApril 22, 2026The shear is the “entry point” of the fabrication shop. If the initial cut is burred, twisted, or bowed, every subsequent process—from CNC punching to bending—will be inaccurate. MIHARTING shearin...view
Selecting the Right Shearing Machine Blade: A Guide to Material Grades and Blade Gap OptimizationApril 22, 2026The shear is the “entry point” of the fabrication shop. If the initial cut is burred, twisted, or bowed, every subsequent process—from CNC punching to bending—will be inaccurate. MIHARTING shearin...view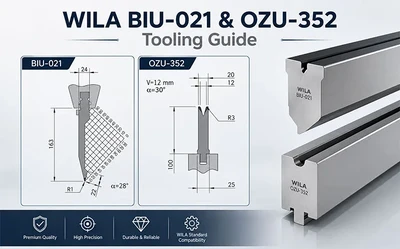 WILA BIU-021 & OZU-352 Tooling Guide: A Reliable Combination for Versatile Sheet Metal BendingJuly 6, 2026Discover why WILA BIU-021 upper tool and OZU-352 lower die are a reliable press brake tooling combination for accurate, durable, and versatile sheet metal bending.view
WILA BIU-021 & OZU-352 Tooling Guide: A Reliable Combination for Versatile Sheet Metal BendingJuly 6, 2026Discover why WILA BIU-021 upper tool and OZU-352 lower die are a reliable press brake tooling combination for accurate, durable, and versatile sheet metal bending.view Rolla-V Tooling: The Ultimate Solution for Mark-Free Bending and Short Flange ChallengesApril 22, 2026In the traditional air bending process, the sheet metal slides over the shoulders of a static V-die. This movement creates friction, resulting in “die marks” or “witness marks” on the underside of...view
Rolla-V Tooling: The Ultimate Solution for Mark-Free Bending and Short Flange ChallengesApril 22, 2026In the traditional air bending process, the sheet metal slides over the shoulders of a static V-die. This movement creates friction, resulting in “die marks” or “witness marks” on the underside of...view What Is a Proportional Valve?January 8, 2026A proportional valve is a critical component in fluid control systems, offering precise control over flow rates and pressures to effectively manage machinery performance. Unlike standard valves that o...view
What Is a Proportional Valve?January 8, 2026A proportional valve is a critical component in fluid control systems, offering precise control over flow rates and pressures to effectively manage machinery performance. Unlike standard valves that o...view





















