 EN
EN

Buying press brake tooling should not feel like a risk. But for many sheet metal factories in Europe, one question always comes first:
Will this tool fit my Amada press brake?
This is a real concern. If the punch or die has the wrong interface, wrong height, wrong angle, or poor accuracy, it may not fit the machine holder. Even worse, it may fit loosely, bend inaccurately, damage the workpiece, or wear out too quickly.
This guide explains how to choose compatible Amada press brake tooling in a simple way, especially for European customers who need reliable replacement tools for daily bending work.

Press brake tooling is not only about the shape of the punch and die. The connection interface is just as important.
If the tooling interface does not match your machine or clamping system, you may face problems such as:
The tool cannot be installed
The punch does not lock correctly
The die position is unstable
Bending angles are inconsistent
Tool wear becomes faster
Production time is wasted
For European workshops, this can be costly. A wrong set of tooling can delay urgent orders, increase scrap, and make operators lose confidence in the supplier.
That is why compatibility must be confirmed before purchase.
Many Amada press brakes use Amada-style or Promecam-style tooling. This is a common tooling system in Europe and is widely used for precision sheet metal bending.
However, “Amada style” does not always mean every tool will fit every machine automatically. You still need to check key details, including:
Punch clamping style
Tool height
Tang size
Die width
V-opening
Tool length
Segmentation
Bending angle
Machine tonnage
Existing holder or adapter type
Before ordering, it is best to provide your machine model, photos of your current tooling interface, or a drawing with dimensions. This helps avoid the biggest customer worry: buying tooling that cannot be installed.
Before buying Amada press brake tooling, check these points:
The upper punch must match your clamping system. If the tang shape or size is different, the punch may not lock safely.
For safety and accuracy, the punch should sit firmly in the holder without shaking or uneven contact.
The lower die must fit your die holder or table. Some customers use single V dies, multi V dies, or custom dies depending on the bending job.
The V-opening must also match your sheet thickness. If the V-opening is too small or too large, the bending result may be poor.
Tool height affects the machine setup and bending stroke. If the height is very different from your existing tooling, the operator may need to adjust the bending program.
For repeat orders, using consistent tooling height can save setup time.
European factories often need segmented press brake tooling for box bending, small parts, and flexible production.
Common segmented sets can include different lengths such as 10mm, 15mm, 20mm, 40mm, 50mm, 100mm, 200mm, and longer sections. The exact segment plan can be customized based on your workpieces.
If you are not sure about the interface, send photos of your current punch, die, holder, and machine nameplate.
A reliable supplier should help you confirm compatibility before production, not after delivery.
Many customers complain that their tooling becomes worn, chipped, or deformed too quickly. This usually happens because of three main reasons:
Low-grade steel
Surface-only hardening
Poor machining accuracy
When tooling is used every day for stainless steel, carbon steel, or aluminum bending, the material quality is very important.
Cheap tooling may look similar at first, but after repeated bending, the working surface can wear quickly. This leads to poor bending angles, scratches on the sheet, and more tool replacement costs.
For better durability, our Amada-compatible press brake tooling is made from 42CrMo steel.
42CrMo is a strong alloy steel with good toughness, strength, and wear resistance. It is suitable for press brake tooling because it can handle repeated bending pressure while keeping stable performance.
Compared with ordinary steel, 42CrMo helps improve:
Tool strength
Impact resistance
Wear resistance
Service life
Bending stability
This is especially important for European sheet metal factories that run daily production and need tools that can work reliably over time.
Our tooling hardness is controlled at HRC 48-52.
This hardness range gives a good balance between wear resistance and toughness. If the tool is too soft, it wears quickly. If it is too hard without proper treatment, it may become brittle.
HRC 48-52 helps the tooling keep its shape during long-term bending work while reducing the risk of early damage.
One key advantage of our tooling is Full Length Heat Treatment.
Some low-cost tools only treat the surface or limited working area. This may reduce cost, but it can also make the tool less stable during long-term use.
Full length heat treatment means the whole tool is treated more evenly, not just a small area. This helps improve overall hardness consistency, strength, and durability.
For customers, this means:
Longer tooling life
More stable bending accuracy
Less uneven wear
Better performance in daily production
Lower replacement cost over time
European customers often care about precision, delivery stability, and long-term cost. A tool that is cheap but wears out quickly is not really cheap.
Our Amada-compatible press brake tooling is suitable for many common bending applications, including:
Electrical cabinets
Elevator parts
Stainless steel products
HVAC parts
Metal doors
Machine covers
Automotive sheet metal parts
General fabrication
We support metric dimensions, segmented tooling, and customized punches and dies based on your drawings or samples.
To solve the main customer pain point, we help confirm tooling details before production.
You can send us:
Machine brand and model
Photos of the current tooling
Tooling drawings
Required bending angle
Sheet material and thickness
Required punch and die length
Current holder or adapter photos
Our team will check the interface and recommend the right Amada-style tooling solution.
This helps avoid wrong-interface problems and gives you more confidence before placing an order.
Choosing Amada press brake tooling is not only about price. Compatibility, material, hardness, and heat treatment all affect the real value of the tool.
If you are worried about buying tooling that does not fit your machine, or if your current tools wear out too quickly, choose tooling with clear specifications:

Material: 42CrMo
Hardness: HRC 48-52
Treatment: Full Length Heat Treatment
Style: Amada-compatible press brake tooling
With the right interface and durable material, your press brake tooling can help your factory bend more accurately, work longer, and reduce production problems.
Contact us with your machine model or tooling photos, and we will help you confirm the correct Amada press brake tooling before production.
 The Sheet Metal Maestro's Playbook: A Definitive Guide to Press Brake ToolingJuly 25, 2025When Metal Meets Its Match: The Science Behind Press BrakesPress brakes don't bend metal—they persuade it.view
The Sheet Metal Maestro's Playbook: A Definitive Guide to Press Brake ToolingJuly 25, 2025When Metal Meets Its Match: The Science Behind Press BrakesPress brakes don't bend metal—they persuade it.view What Is a Proportional Valve?January 8, 2026A proportional valve is a critical component in fluid control systems, offering precise control over flow rates and pressures to effectively manage machinery performance. Unlike standard valves that o...view
What Is a Proportional Valve?January 8, 2026A proportional valve is a critical component in fluid control systems, offering precise control over flow rates and pressures to effectively manage machinery performance. Unlike standard valves that o...view Mechanical Compensation vs Hydraulic Crowning for Press BrakesJune 11, 2026This article provides a detailed comparison of the differences, advantages, and application scenarios of mechanical, hydraulic, electric, and WILA crowning systems for press brakes, helping customers select the right system for their needs.view
Mechanical Compensation vs Hydraulic Crowning for Press BrakesJune 11, 2026This article provides a detailed comparison of the differences, advantages, and application scenarios of mechanical, hydraulic, electric, and WILA crowning systems for press brakes, helping customers select the right system for their needs.view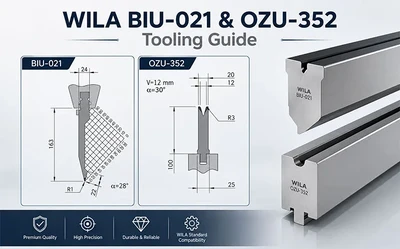 WILA BIU-021 & OZU-352 Tooling Guide: A Reliable Combination for Versatile Sheet Metal BendingJuly 6, 2026Discover why WILA BIU-021 upper tool and OZU-352 lower die are a reliable press brake tooling combination for accurate, durable, and versatile sheet metal bending.view
WILA BIU-021 & OZU-352 Tooling Guide: A Reliable Combination for Versatile Sheet Metal BendingJuly 6, 2026Discover why WILA BIU-021 upper tool and OZU-352 lower die are a reliable press brake tooling combination for accurate, durable, and versatile sheet metal bending.view How Do Aerospace Press Brake Machine Molds Cope with High Temperature and High Pressure Environments?June 25, 2025The coping strategies for aerospace press brake machine molds in high temperature and high pressure environments mainly include the following aspects:1. Select high temperature and high pressure resis...view
How Do Aerospace Press Brake Machine Molds Cope with High Temperature and High Pressure Environments?June 25, 2025The coping strategies for aerospace press brake machine molds in high temperature and high pressure environments mainly include the following aspects:1. Select high temperature and high pressure resis...view Functions of a Proportioning Valve in BrakesJanuary 8, 2026The brake tooling industry plays an essential role in vehicle safety, with the proportional valve being a critical component in the braking system. Understanding how this device functions can offer in...view
Functions of a Proportioning Valve in BrakesJanuary 8, 2026The brake tooling industry plays an essential role in vehicle safety, with the proportional valve being a critical component in the braking system. Understanding how this device functions can offer in...view





















