 EN
EN

For stainless steel fabricators producing elevator panels, kitchen equipment, architectural decoration, medical device covers, appliance panels, and premium metal enclosures, the surface quality of the finished part is not a secondary consideration — it is the primary commercial deliverable. A visible die mark, pressure line, or drag scratch on a brushed or mirror-finish stainless steel surface can transform a profitable job into an expensive rework or scrap event, consuming polishing labor, grinding time, protective film, and operator attention that erodes the margin on every affected part. In high-value stainless steel fabrication, the question of how to bend stainless steel without marks is not a technical curiosity — it is a production economics question with direct consequences for labor cost, scrap rate, delivery speed, and customer acceptance.
Rolla V Dies — press brake dies designed with rotating inserts that roll with the sheet during bending rather than forcing the sheet to slide across fixed die shoulders — are the tooling solution that addresses this problem at its source. By replacing the sliding friction of traditional V die contact with rolling contact, Rolla V Dies eliminate the mechanism that creates die marks on stainless steel and aluminum surfaces, allowing fabricators to achieve clean, mark-free bends directly from the press brake without secondary polishing, re-brushing, or surface repair. For buyers comparing Rolla V Dies price, the commercially relevant calculation is not the tooling cost alone — it is the tooling cost compared with the ongoing cost of polishing labor, protective film consumption, scrap from cosmetic defects, and production delays that traditional V dies create on appearance-critical stainless steel work. Miharting positions its Rolla V Dies as precision-machined tooling for high-precision forming of complex workpieces, with benefits including mark-free bending, ultra-short flange capability, bending near holes without distortion, reduced bending force, high-precision machining, easy maintenance, and long life.
This guide covers the complete picture for stainless steel fabricators, sheet metal job shops, press brake tooling buyers, and production managers: why traditional V dies leave marks on stainless steel, what Rolla V Dies are and how they differ from standard tooling, how rolling contact prevents surface damage, how to evaluate Rolla V Die components and specifications, and what procurement and maintenance practices protect tooling performance through the die's service life.
The commercial case for investing in Rolla V Dies starts with an honest assessment of the true cost that traditional V die marks create in stainless steel fabrication — and why this cost is consistently underestimated because it is distributed across polishing labor, film consumption, scrap events, and delivery delays rather than appearing as a single identifiable line item.
The fundamental reason that traditional V dies leave marks on stainless steel is the sliding friction that occurs between the sheet surface and the fixed die shoulders during air bending. As the punch pushes the sheet downward into the V opening, the sheet must slide across the die shoulder contact points — and this sliding contact creates friction, pressure, and relative motion between the die surface and the sheet surface. On mild steel, this sliding contact creates marks that are typically acceptable or easily removed. On stainless steel — particularly brushed, satin, or mirror-finish stainless — the same sliding contact creates visible pressure lines, drag scratches, and indentation marks that are immediately apparent on the finished surface and cannot be removed without secondary finishing operations.
The severity of the marking depends on the die shoulder radius, the die surface condition, the sheet surface finish, the bending force, and the material's tendency to work-harden during forming — but the underlying mechanism is always the same: sliding contact between the sheet and the fixed die shoulder creates surface damage that traditional V dies cannot prevent.
For fabricators who produce appearance-critical stainless steel parts using traditional V dies, the secondary finishing cost is a recurring production expense that accumulates across every affected part. Polishing a die mark from a brushed stainless steel surface requires matching the original brush direction and grain depth — a skilled manual operation that can consume fifteen to thirty minutes per part depending on the mark severity and the surface specification. Re-brushing a mirror-finish surface after die marking requires even more skilled labor and specialized equipment. And in cases where the die mark cannot be adequately repaired — deep indentations, cross-grain scratches, or marks on visible exterior surfaces — the part must be scrapped and remade, consuming the full material and labor cost of the original part.
The protective film that many fabricators apply to stainless steel before bending reduces but does not eliminate die marking — and adds its own cost in film material, application labor, and removal labor that accumulates across every protected part. Rolla V Dies address the problem at its source by eliminating the sliding friction that creates marks, rather than attempting to protect the surface from the consequences of that friction.

Understanding what Rolla V Dies are — and how the rotating insert design differs from standard V die construction in ways that determine the surface protection performance — is essential for procurement teams evaluating mark-free bending tooling for stainless steel fabrication.
Rolla V Dies are press brake dies designed with rotating inserts — also called rotors or rollers — instead of fixed die shoulders. During bending, the sheet contacts the rotating surfaces of the rotors rather than sliding across fixed die shoulders, allowing the die to roll with the material movement rather than forcing the material to slide across a stationary contact surface. Miharting describes its Rolla V Dies as designed for high-precision forming of complex workpieces and as a solution for bends with exceptional aesthetic quality — with mark-free bending as the primary performance benefit.
The critical distinction between Rolla V Dies and standard V dies is not the V opening geometry — it is the contact mechanism at the die shoulders. A standard V die has fixed, stationary shoulders that the sheet slides across during bending. A Rolla V die has rotating inserts at the shoulder positions that rotate with the sheet movement, converting the sliding friction of standard die contact into rolling contact that dramatically reduces the friction force and surface pressure that create die marks.
| Feature | Traditional V Die | Rolla V Dies |
|---|---|---|
| Contact method | Sliding contact on fixed shoulders | Rolling contact on rotating inserts |
| Surface marking risk | High on stainless steel and aluminum | Dramatically reduced |
| Secondary polishing requirement | Frequent for appearance-critical parts | Significantly reduced |
| Bending force | Standard | Can be reduced due to lower friction |
| Bending near holes | Higher distortion risk | Better support for delicate forming |
| Protective film requirement | Often necessary | Reduced or eliminated |
| Best application | General bending | Appearance-critical and delicate materials |
The technical mechanism by which Rolla V Die rotating inserts prevent surface marks on stainless steel — and why rolling contact is fundamentally different from sliding contact in its effect on sheet surface quality — is the core engineering knowledge that fabricators and tooling buyers need to understand the performance advantage of Rolla V Dies over traditional tooling.
When a punch pushes the sheet into a Rolla V Die, the rotors on both sides of the V opening rotate as the sheet moves downward — because the sheet's movement creates a tangential force on the rotor surface that causes the rotor to rotate in the direction of sheet travel. This rotation means that the contact point between the rotor and the sheet surface is continuously changing — the rotor surface that contacts the sheet at any given moment is moving at approximately the same velocity as the sheet surface, eliminating the relative motion between the die contact surface and the sheet surface that creates sliding friction and surface damage.
| Mechanism | Effect on Sheet Surface |
|---|---|
| Rotors rotate with sheet movement | Eliminates relative motion between die and sheet surface |
| Rolling contact replaces sliding contact | Removes the friction force that creates drag marks |
| Contact pressure distributed through rotation | Prevents localized indentation at die shoulder |
| Lower friction during forming | Reduces required bending force |
| Better support near cutouts | Reduces hole distortion close to bend lines |
The most effective way to bend stainless steel without marks is to use Rolla V Dies that replace sliding contact with rolling contact — eliminating the friction mechanism that creates surface damage at its source. Additional practices that support mark-free bending include: selecting the correct V opening for the sheet thickness to avoid excessive contact pressure, using a punch with an appropriate tip radius for the material and bend angle, cleaning the sheet and tooling surfaces before bending to remove abrasive particles that could scratch the surface during contact, and controlling bending force and tooling alignment to prevent uneven contact pressure across the die width.
Miharting specifically highlights mark-free bending as the primary benefit of its Rolla V Dies — reflecting the engineering principle that rolling contact is the most effective mechanism for protecting stainless steel and aluminum surfaces during press brake bending.
Because the material rolls over the die contact surface instead of sliding across it, fabricators who use Rolla V Dies can eliminate or dramatically reduce the secondary finishing operations that traditional V die marks require — polishing, re-brushing, grinding, film replacement, and manual surface repair. The commercial consequence is a reduction in the labor cost, consumable cost, and production time that secondary finishing consumes — and an improvement in the delivery speed and consistency of appearance-critical stainless steel parts that directly affects customer satisfaction and repeat order rates.
The selection of the right Rolla V die specification for a specific stainless steel fabrication application — and the evaluation of the component quality and price factors that determine long-term performance and value — requires a systematic approach that addresses the full range of technical and commercial factors that determine procurement success.
| Component | Function | Quality Indicator |
|---|---|---|
| Rotors / rolling inserts | Contact and rotate with sheet metal | Hardness, surface smoothness, wear resistance |
| Die body | Supports forming load and rotor alignment | Material strength and machining accuracy |
| V opening | Defines bending clearance | Match to sheet thickness and bend radius |
| Rotor seat | Holds rotating elements accurately | Precision fit and rotational stability |
| Surface treatment | Reduces wear and extends tool life | Nitriding, hard chrome, or equivalent treatment |
| Mounting interface | Fits press brake tooling system | Compatibility with AMADA, WILA, TRUMPF, etc. |
Miharting states that its Rolla V Dies use precision machining processes including advanced CAD/CAM cavity design, high-quality mold materials, ultra-precision processing such as wire cutting and optical grinding, and surface treatment including nitriding and hard chrome plating — providing the manufacturing quality that mark-free bending performance requires.
When buyers evaluate Rolla v Dies price, the unit cost reflects a combination of factors that determine the tooling's performance capability and service life:
| Price Factor | Why It Affects Cost |
|---|---|
| Die length | Longer dies require more material and machining time |
| V opening range | Must match sheet thickness and bend requirements |
| Rotor material and hardness | Affects wear resistance and surface protection performance |
| Die body material | Affects rigidity, service life, and machining cost |
| Surface treatment | Nitriding or hard chrome improves durability but adds cost |
| Custom profile | Required for special parts, short flanges, or non-standard geometries |
| Press brake interface | AMADA, TRUMPF/WILA, Bystronic, LVD, or custom mounting |
| Machining tolerance | Higher precision increases machining cost |
| Order quantity | Affects unit cost and lead time |
The commercially relevant comparison for Rolla V Dies price is not the tooling cost versus the cost of standard V dies — it is the tooling cost versus the ongoing cost of polishing labor, protective film, scrap from cosmetic defects, and production delays that standard V dies create on appearance-critical stainless steel work. For fabricators who regularly produce brushed or mirror-finish stainless steel parts, the payback period for Rolla V Die investment is typically measured in weeks rather than months.
Rolla V Dies are suitable for high-value or delicate sheet materials including stainless steel, brushed stainless steel, mirror stainless steel, aluminum alloy, copper alloy, coated sheet metal, and decorative panels — covering the full range of appearance-critical materials where surface protection during bending is a production requirement. Miharting notes that Rolla V Dies can be applied to stainless steel, aluminum alloy, copper alloy, other metal materials, and some non-metallic materials with certain plasticity.
Best-fit applications include: stainless steel elevator panels where surface quality is a brand-critical specification, kitchen equipment and food machinery covers where hygiene and appearance requirements demand mark-free surfaces, architectural stainless steel parts where visible surfaces must be free from any forming marks, medical equipment panels where surface integrity is a regulatory requirement, and premium appliance and enclosure panels where cosmetic quality directly affects customer acceptance.
Procuring the right Rolla V Dies for a specific stainless steel fabrication application requires systematic pre-order confirmation of technical requirements, press brake compatibility, and quality specifications — and a maintenance program that protects rotor performance and mark-free bending capability through the tooling's service life.
Before requesting a quotation for Rolla V Dies, prepare and confirm the following:
Confirm the sheet material type and surface finish — stainless steel grade, brushed, satin, or mirror finish, aluminum alloy, or other material — and communicate the surface quality requirement to the supplier
Confirm the sheet thickness range — the V opening must be correctly sized for the sheet thickness to provide the correct bending clearance and contact pressure
Confirm the press brake brand, model, and tooling interface — the Rolla V Die mounting must be compatible with the press brake's tooling system
Confirm the required die length — the die length must cover the full bending length of the longest parts in the production mix
Confirm the minimum flange length requirement — Rolla V Dies support ultra-short flange bending, and the minimum flange requirement should be specified to verify that the selected die can achieve it
Confirm whether bending near holes or cutouts is required — Rolla V Dies provide better support for bending near holes, and this requirement should be communicated to the supplier
Confirm the bend angle and radius requirements — verify that the selected die and punch combination can achieve the required bend geometry
Confirm the current secondary polishing cost — quantifying the polishing labor and film cost that Rolla V Dies will eliminate provides the ROI justification for the tooling investment
Confirm the required surface treatment and rotor material — for the most demanding stainless steel applications, specify the rotor hardness and surface treatment that provides the best combination of mark-free performance and wear resistance
Clean rotors before and after use — metal dust, scale, and stainless steel particles on the rotor surface can scratch the sheet during bending, defeating the purpose of the rolling contact design
Check rotors for flat spots, scratches, or sticking before each production run — a rotor that does not rotate freely creates sliding contact and surface marks similar to a standard V die
Keep rotating parts lightly lubricated if required by the die design — proper lubrication maintains smooth rotor rotation and extends rotor service life
Avoid bending dirty or oily sheets — surface contamination on the sheet can transfer to the rotors and create abrasive particles that scratch subsequent parts
Store dies in a tooling cabinet to prevent impact damage — impact damage to the rotors or die body can create surface irregularities that mark the sheet during bending
Inspect die alignment before production — misaligned dies create uneven contact pressure that can cause marking even with rolling contact
Replace worn rotors or damaged inserts promptly — worn rotors with reduced surface smoothness or impaired rotation create marking risk that increases progressively as wear continues
Miharting highlights easy maintenance and long life as key advantages of its Rolla V Dies — reflecting the design principle that accessible rotor replacement and durable die body construction are essential for maintaining mark-free bending performance through the tooling's service life.
In stainless steel fabrication, the true cost of traditional V die marks is not the cost of the die — it is the accumulated cost of polishing labor, protective film, scrap from cosmetic defects, and production delays that die marks create across every appearance-critical part. Rolla V Dies eliminate this cost by replacing the sliding friction that creates marks with rolling contact that protects the sheet surface — delivering mark-free bends directly from the press brake without secondary finishing, and converting the tooling investment into a measurable reduction in production cost and improvement in delivery speed.
Miharting supplies Rolla V Dies and related press brake tooling including AMADA, TRUMPF/WILA, BYSTRONIC, and LVD tooling, panel bender tooling, press brake punches, press brake dies, quick clamps, mechanical compensation systems, tool storage cabinets, shearing machine blades, press brake protective film, press brake control systems, proportional valves, and press brake motors for sheet metal manufacturing applications.
Contact Miharting today to discuss your sheet material, thickness range, press brake model, required die length, minimum flange, bend radius, surface finish requirement, and target Rolla V Dies price. Miharting can help evaluate the right Rolla V die specification for your stainless steel fabrication requirements and provide the technical support and supply reliability that precision press brake tooling procurement requires.
Q1: What are Rolla V Dies and how do they differ from standard V dies?
Rolla V Dies are press brake dies designed with rotating inserts — rotors — instead of fixed die shoulders. During bending, the rotors rotate with the sheet movement, creating rolling contact instead of the sliding contact that standard V dies create. This rolling contact eliminates the friction mechanism that causes die marks on stainless steel and aluminum surfaces, allowing fabricators to achieve mark-free bends without secondary polishing or surface repair.
Q2: How do you bend stainless steel without marks?
The most effective way to bend stainless steel without marks is to use Rolla V Dies that replace sliding contact with rolling contact — eliminating the friction that creates surface damage at its source. Additional practices include selecting the correct V opening for the sheet thickness, using a punch with an appropriate tip radius, cleaning the sheet and tooling surfaces before bending, and controlling bending force and tooling alignment to prevent uneven contact pressure.
Q3: Why do traditional V dies leave marks on stainless steel?
Traditional V dies leave marks because the sheet must slide across fixed die shoulders during bending — and this sliding contact creates friction, pressure, and relative motion between the die surface and the sheet surface that produces visible pressure lines, drag scratches, and indentation marks. On stainless steel with brushed or mirror finishes, these marks are immediately visible and cannot be removed without skilled secondary finishing operations.
Q4: What factors affect Rolla V Dies price?
Rolla v Dies price depends on die length, V opening range, rotor material and hardness, die body material, surface treatment such as nitriding or hard chrome, custom profile requirements, press brake interface compatibility, machining tolerance, and order quantity. The commercially relevant comparison is the tooling cost versus the ongoing cost of polishing labor, protective film, and scrap that standard V dies create on appearance-critical stainless steel work.
Q5: Can Rolla V Dies be used for aluminum and other materials?
Yes. Rolla V Dies are suitable for stainless steel, brushed stainless steel, mirror stainless steel, aluminum alloy, copper alloy, coated sheet metal, decorative panels, and some non-metallic materials with suitable plasticity — covering the full range of appearance-critical materials where surface protection during bending is a production requirement.
Q6: Do Rolla V Dies reduce bending force?
<p style="margin: 0px 1em 1rem; padding: 0px; color: rgb(31, 35, 40); font-family: -apple-system, BlinkMacSystemFont, "Segoe UI", "Noto Sans", Helvetica, Arial, sans-serif, "Apple Color Emoji", "Segoe UI Emoji"; white
 What Role Does the Bending Machine Mold Play in Improving the Safety Performance of Automobiles?June 26, 2025Press brake machine molds play a vital role in improving the safety performance of automobiles. Specifically, in the automobile manufacturing process, press brake machine molds are mainly used to shap...view
What Role Does the Bending Machine Mold Play in Improving the Safety Performance of Automobiles?June 26, 2025Press brake machine molds play a vital role in improving the safety performance of automobiles. Specifically, in the automobile manufacturing process, press brake machine molds are mainly used to shap...view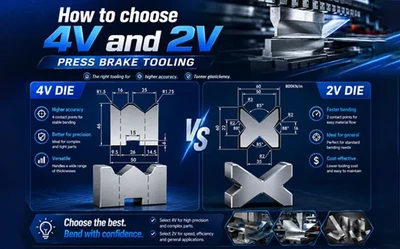 How to choose 4V and 2V press brake tooling?May 27, 2026How to choose 4V and 2V press brake tooling?What are their specific advantages,and for which applications are they best suited?This choice is a critical factor in determining your operational efficiency.We hope the following article will assist you in selecting the die best suited to your needs,thereby enhancing your production efficiency.view
How to choose 4V and 2V press brake tooling?May 27, 2026How to choose 4V and 2V press brake tooling?What are their specific advantages,and for which applications are they best suited?This choice is a critical factor in determining your operational efficiency.We hope the following article will assist you in selecting the die best suited to your needs,thereby enhancing your production efficiency.view How Do Aerospace Press Brake Machine Molds Cope with High Temperature and High Pressure Environments?June 25, 2025The coping strategies for aerospace press brake machine molds in high temperature and high pressure environments mainly include the following aspects:1. Select high temperature and high pressure resis...view
How Do Aerospace Press Brake Machine Molds Cope with High Temperature and High Pressure Environments?June 25, 2025The coping strategies for aerospace press brake machine molds in high temperature and high pressure environments mainly include the following aspects:1. Select high temperature and high pressure resis...view Why Global Fabricators are Shifting to High-End China Press Brake Tooling: Quality vs. Cost AnalysisApril 22, 2026For decades, the global metal fabrication industry looked to Europe and Japan for precision. However, the last five years have seen a tectonic shift. China press brake tooling, led by specialized manu...view
Why Global Fabricators are Shifting to High-End China Press Brake Tooling: Quality vs. Cost AnalysisApril 22, 2026For decades, the global metal fabrication industry looked to Europe and Japan for precision. However, the last five years have seen a tectonic shift. China press brake tooling, led by specialized manu...view Double-Sided Clamps: The Smarter Way to Expand Press Brake Bending FlexibilityJune 23, 2026Discover how FAST double-sided clamps help press brake users achieve front and rear tool clamping, faster setup, safer operation, and lower tooling costs.view
Double-Sided Clamps: The Smarter Way to Expand Press Brake Bending FlexibilityJune 23, 2026Discover how FAST double-sided clamps help press brake users achieve front and rear tool clamping, faster setup, safer operation, and lower tooling costs.view How to Choose Rolla V Tooling for a European Press BrakeJune 29, 2026Discover how Rolla V Tooling helps European sheet metal manufacturers reduce bending marks, lower setup time and improve press brake productivity.view
How to Choose Rolla V Tooling for a European Press BrakeJune 29, 2026Discover how Rolla V Tooling helps European sheet metal manufacturers reduce bending marks, lower setup time and improve press brake productivity.view




















